Zastosowanie wysokiej jakości maski lutowniczej ma kluczowe znaczenie w procesie produkcji płytek drukowanych. Brak niezawodnej maski lutowniczej na płytce PCB znacznie zmniejsza jej trwałość. Stworzenie skutecznej maski lutowniczej wymaga kilku czynników i jest kluczowym elementem składowym płytki PCB.Czym jest maska lutownicza?
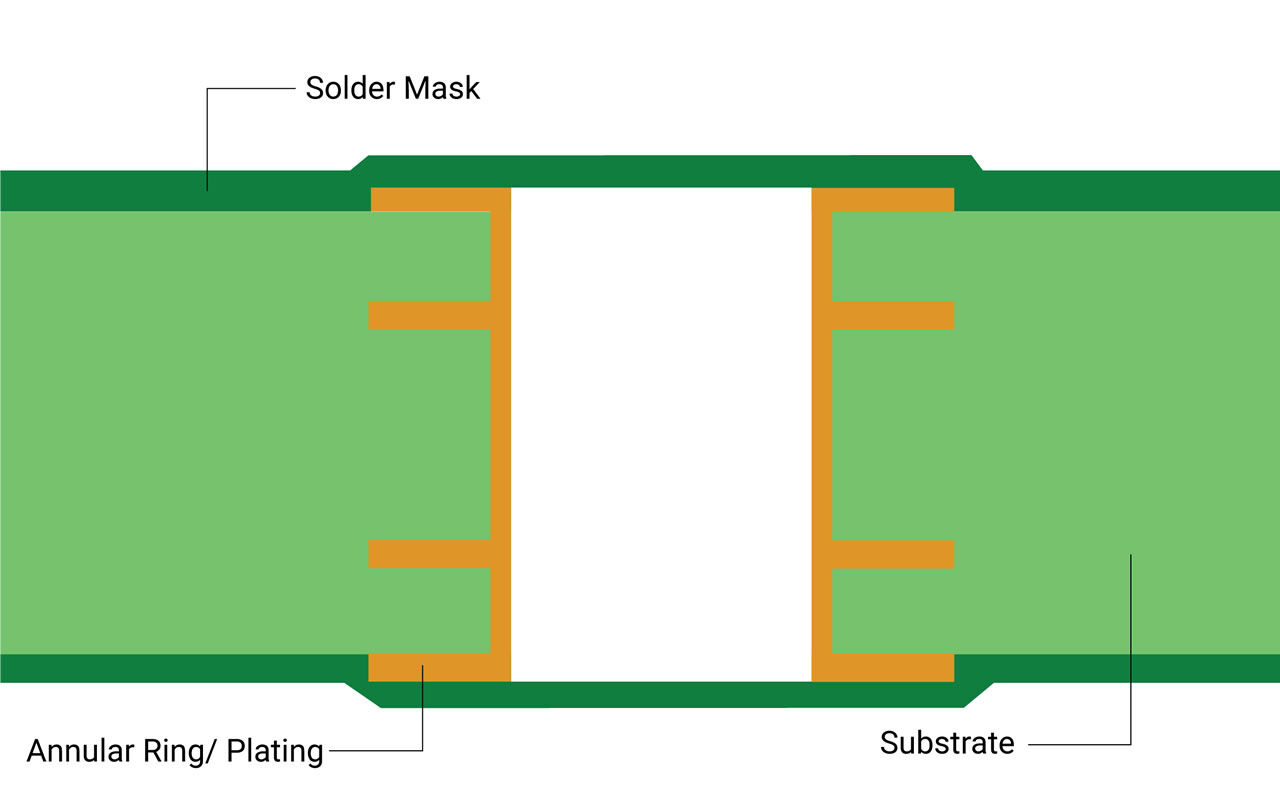
Maska lutownicza to ciekły lakier fotoutwardzalny, stosowany do ochrony miedzi na płytce drukowanej poprzez utworzenie warstwy ochronnej. Jest on nakładany po obu stronach płytki PCB, aby chronić miedź przed różnymi czynnikami, które mogą powodować awarie, takimi jak utlenianie, zewnętrzne czynniki przewodzące, lutowanie, skoki napięcia, czynniki środowiskowe i inne.Rodzaje maski lutowniczej
Płytki PCB mają różne rodzaje maski lutowniczej. Niezależnie od typu, wszystkie przechodzą proces termoutwardzania po określeniu wzoru. Poniżej przedstawiono rodzaje maski lutowniczej:Płyn epoksydowy
Maska lutownicza jest dostępna w różnych mediach, w zależności od wymagań aplikacji. Najtańsza maska lutownicza to płynna żywica epoksydowa, którą nanosi się metodą sitodruku na płytkę PCB.LPSM (ciekła, fotoobrazowalna maska lutownicza)
LPSM można nanieść metodą sitodruku lub natryskowo na płytkę PCB, wystawić na działanie wzoru i wywołać, aby utworzyć otwory we wzorze, przez które będą lutowane części do miedzianych padów.DFSM (sucha warstwa fotoobrazowalna maska lutownicza)
Materiał DFSM jest laminowany próżniowo na płytce PCB, a następnie naświetlany i wywoływany.
Podczas procesu produkcji płytek drukowanych, maska lutownicza jest natryskiwana na panel produkcyjny, a następnie naświetlana promieniowaniem UV z odpowiednim wzorem maski lutowniczej. Następnie maska jest wywoływana i suszona. Chociaż zielony kolor maski lutowniczej na płytkach PCB jest powszechny, jest on również dostępny w innych kolorach, a przezroczysta maska lutownicza jest również opcją.
Definiowanie warstw maski lutowniczej w danych Gerber
Podczas pracy z danymi Gerber ważne jest zrozumienie, jak definiować warstwy maski lutowniczej. Warstwy maski lutowniczej w danych Gerber należy traktować jako obraz negatywowy. Oznacza to, że tam, gdzie widoczny jest kolor na warstwie maski, maska lutownicza nie powinna być pokryta. Cała reszta płytki będzie pokryta maską lutowniczą. Wyobraź sobie maskę lutowniczą jako całkowite pokrycie płytki PCB, a pliki maski lutowniczej wskazują obszary, na które maska lutownicza nie powinna być nakładana. W danych Gerber dla płytek sztywnych, GTS reprezentuje górną warstwę maski lutowniczej, a GBS – dolną warstwę maski lutowniczej. W przypadku płytek elastycznych lub sztywno-elastycznych, zarówno GTS, jak i GBS mogą być używane do warstw maski lutowniczej i warstwy wierzchniej. Podczas procesu generowania plików Gerber (inżynieria CAM), SprintPCB automatycznie dostosowuje szczeliny maski lutowniczej w zależności od potrzeb produkcji PCB. Zazwyczaj szczelina maski lutowniczej jest ustawiana tak, aby była o 4 mil większa niż odsłonięta powierzchnia lutownicza (o 2 mil większa z każdej strony). Ta regulacja zapewnia, że maska jest wyśrodkowana na polu lutowniczym i zapobiega zakrywaniu pola lutowniczego miedzianego przez maskę lutowniczą. Tolerancja dopasowania maski lutowniczej wynosi zazwyczaj +/-2 mil, dlatego otwory są regulowane tak, aby były o 2 mil większe wokół miedzianego elementu, zapewniając możliwość lutowania całego pola lutowniczego. Istnieją sytuacje, w których wymagane jest pole lutownicze zdefiniowane maską lutowniczą (SMD). Pole SMD ma miejsce, gdy wypukłość maski lutowniczej jest tej samej wielkości lub mniejsza niż odsłaniane pole miedziane. Te pola są powszechnie stosowane, gdy między polami lutowniczymi urządzenia montowanego powierzchniowo potrzebne są zapory maski lutowniczej, ale nie ma wystarczająco dużo miejsca, aby wydrukować zaporę i zastosować się do standardowego wybrzuszenia maski lutowniczej. Jeśli wymagane jest pole lutownicze zdefiniowane maską lutowniczą i nie chcesz modyfikować odstępów maski lutowniczej, ważne jest, aby dołączyć notatkę produkcyjną określającą, które pola lutownicze nie powinny być regulowane.Jak nakładać maskę lutowniczą LPI na płytki drukowane?
Maskę lutowniczą LPI można nakładać na płytkę PCB metodą sitodruku. Następnie jest ona naświetlana na pożądany wzór i wywoływana, tworząc w nim otwory, przez które lutowane są elementy do lutowania na miedzianych padach. Z kolei maska lutownicza Dry Film Solder Mask (DFSM) jest laminowana próżniowo na płytkę PCB, a następnie naświetlana i wywoływana. Oba procesy zazwyczaj przechodzą proces utwardzania termicznego w celu finalizacji wzoru. Maski lutownicze LPI są jednak dostępne również w wariantach utwardzanych promieniowaniem ultrafioletowym (UV). W przeszłości maski lutownicze były powszechnie nakładane za pomocą suchych arkuszy folii. Jednak wraz z postępem w dziedzinie masek lutowniczych LPI i pokrewnych technik, DFSM jest obecnie rzadko stosowany. SprintPCB wykorzystuje głównie maski lutownicze LPI (Liquid Photo Imageable), które stały się najpopularniejszym wyborem. Maski LPI oferują zwiększoną niezawodność, precyzyjne możliwości drukowania oraz lepszy kontakt z powierzchnią płytki i elementami miedzianymi, zapewniając doskonałą ochronę. Te maski lutownicze są wykonane z materiałów na bazie epoksydu, co czyni je wyjątkowo trwałymi i praktycznie niemożliwymi do usunięcia po całkowitym utwardzeniu. Poniżej przedstawiono krok po kroku proces nakładania maski lutowniczej LPI na płytki drukowane:- Dokładne czyszczenie: Panel produkcyjny PCB przechodzi skrupulatny proces czyszczenia w celu usunięcia wszelkich cząsteczek kurzu i zanieczyszczeń, które mogłyby utrudniać nakładanie maski lutowniczej. Ten etap zapewnia czystą powierzchnię i optymalną przyczepność.
- Pełne pokrycie: Panele są całkowicie pokryte maską lutowniczą LPI, jednostronnie lub dwustronnie. Zapewnia to pełne pokrycie powierzchni płytki.
- Suszenie lepkościowe: Pokryte panele są następnie umieszczane w piecu w celu wysuszenia lepkościowego. Proces ten częściowo utwardza soldermaskę, umożliwiając jej osiągnięcie stanu lepkości, który ułatwia dalszą obróbkę.
- Przygotowanie folii: Folię przygotowuje się na podstawie plików Gerber z maską lutowniczą, z oddzielnymi foliami dla każdej strony płytki. Obszary na folii odpowiadające miejscom, w których powinna przylegać maska lutownicza, są przezroczyste, a obszary do usunięcia są oznaczone kolorem czarnym.
- Naświetlanie UV i wywoływanie: Wysuszone płytki są umieszczane w wywoływaczu UV. Folia jest precyzyjnie wyrównana na płytce, co zapewnia precyzyjne umiejscowienie. Zaciemnione obszary folii zapobiegają utwardzeniu maski lutowniczej światłem UV w tych obszarach, umożliwiając precyzyjne usunięcie niechcianego materiału maski.
Należy zauważyć, że maski lutownicze LPI charakteryzują się wyjątkową niezawodnością i trwałością, co sprawia, że są preferowanym wyborem w nowoczesnej produkcji płytek PCB.Maska lutownicza kontra maska pastowa
Maski lutownicze i maski pasty lutowniczej są często wymieniane w tym samym kontekście, co utrudnia początkującym ich rozróżnienie. Jeśli kiedykolwiek widziałeś płytkę PCB, z pewnością znasz jej dominujący zielony kolor. Ta cienka, zielona warstwa ochronna na górnej i dolnej powierzchni płytki to maska lutownicza. Pomimo swojej wagi, maski lutownicze nie są niezbędne dla wszystkich płytek PCB. Mogą również wystąpić sytuacje, w których maska jest potrzebna na górze, ale nie na dolnej warstwie lub odwrotnie. Maska lutownicza zasadniczo pokrywa całą górną lub dolną powierzchnię, pomijając jedynie obszary, w których elementy wymagałyby zakupu płytki drukowanej; różne rzeczy mogą wprowadzać w błąd. Niezależnie od tego, czy wybierasz płytkę jednostronną, dwustronną, czy jakikolwiek inny rodzaj PCB, możesz dotknąć miedzianych ścieżek płytki. Maska pasty lutowniczej to natomiast materiał nakładany na obszary odsłonięte przez maskę lutowniczą, aby ułatwić proces lutowania. Pasta jest powszechnie stosowana do łączenia elementów montowanych powierzchniowo z padami na płytce PCB podczas lutowania. Mimo to, można również pracować z detalami przewlekanymi pin-in-paste, używając szablonu, strzykawki lub druku strumieniowego do nałożenia maski w lub nad otworami. Właściwości adhezyjne pasty lutowniczej umożliwiają jej przyklejenie elementu na miejscu, po czym płytka jest podgrzewana, topiąc maskę i tworząc zarówno elektryczne, jak i mechaniczne połączenie między elementem a powierzchnią. Tak więc, podczas gdy maska lutownicza jest stosowana podczas produkcji, aby zapobiec utlenianiu ścieżek miedzianych i tworzeniu się mostków lutowniczych, maska pasty jest nakładana podczas montażu na punkty styku pinów elementu z płytką PCB, aby ułatwić mocne i niezawodne połączenie między nimi. Szablony przeznaczone do aplikacji maski lutowniczej różnią się od tych przeznaczonych do maski pasty tym, że te pierwsze pozostawiają odsłonięte obszary na płytce, które te drugie zakrywają, i odwrotnie. Maska pasty jest zazwyczaj szara, ale jak dowiesz się w następnym rozdziale, maska lutownicza jest dostępna w wielu kolorach.Kolory maski lutowniczej
Chociaż przez pewien czas maska lutownicza była wyłącznie zielona, pojawiają się nowe odcienie, aby sprostać wymaganiom kolorystycznym projektów. Aby prototypy i zmiany rewizyjne były bardziej rozpoznawalne, wystarczy sprawić, by płytka PCB wyglądała modnie w przezroczystej obudowie. Wraz z rosnącą popularnością przezroczystych urządzeń elektronicznych i AGD przez producentów OEM, producenci płytek drukowanych stosują kolorowe maski lutownicze, aby nadać swoim płytkom odrobinę charakteru.Najczęściej używane kolory maski lutowniczej
Obecnie najpopularniejszymi kolorami są czerwony, niebieski, czarny, biały i żółty. Przezroczysty – technicznie rzecz biorąc, niebędący kolorem – jest również preferowanym odcieniem przez projektantów. Producenci mogą również syntetyzować inne kolory, takie jak fioletowy, pomarańczowy, a nawet różowy, z trzech kolorów podstawowych – czerwonego, niebieskiego i żółtego.
Zielony
Chociaż spektrum kolorów masek lutowniczych znacznie się rozszerzyło w ostatnich latach, większość płytek PCB nadal jest pokryta zieloną maską. Jednym z głównych powodów, dla których zielony jest preferowanym kolorem przez wielu projektantów, jest to, że ułatwia inspekcję. Według badań, oczy są bardziej wrażliwe na kolor zielony niż kolory takie jak żółty, biały lub czarny, co ułatwia dostrzeżenie kontrastu między padami miedzianymi, ścieżkami i pustymi przestrzeniami. Ponadto zielona maska przylega stosunkowo równomiernie, odpowiednio się utwardza i ma wyższą rozdzielczość niż większość kolorów. Oznacza to, że może tworzyć mniejsze zapory maski, co pozwala na bardziej wydajne wykorzystanie przestrzeni w obwodzie. Czerwone Projektanci, szczególnie ci działający w nowoczesnych niszach, takich jak sztuczna inteligencja i Internet rzeczy, coraz częściej stosują czerwone maski lutownicze ze względów estetycznych. W niektórych obwodach czerwony może również dać bardziej uderzający kontrast kolorów między komponentami płytki, ścieżkami i sitodrukiem.
Niebieski
Niebieska i zielona maska lutownicza mają bardzo podobne funkcje, ale dla niektórych użytkowników PCB, niebieska wygrywa ze względu na swoją unikalność. Płytki pokryte niebieskim frontem są dość rzadkie na rynku. Jeśli jednak potrzebujesz ich do swojego projektu, możesz je kupić u producenta takiego jak SprintPCB.
Czarny
Choć nie jest to najbardziej rzucający się w oczy kolor, czarna maska lutownicza może być korzystna w zastosowaniach wymagających odbicia światła. Ponadto pochłania ciepło łatwiej niż inne kolory, co oznacza, że wymaga mniej ciepła podczas lutowania rozpływowego.
Biały
Biały to najmniej popularny kolor maski lutowniczej PCB, ponieważ zapewnia najmniejszą widoczność. Co więcej, niektóre maski niskiej jakości po pewnym czasie żółkną, zwłaszcza pod wpływem długotrwałego narażenia na ciepło. Niemniej jednak, białe maski są często pierwszym wyborem w przypadku systemów LED, ponieważ są jaśniejsze niż inne kolory PCB .
Inne kolory Jeśli żaden z powyższych odcieni nie sprawdzi się na Twojej płytce, możesz rozważyć rzadsze, ale bardziej unikatowe kolory maski lutowniczej, takie jak żółty, pomarańczowy i fioletowy. Kolory te są popularne wśród firm produkujących niszową elektronikę oraz projektantów, którzy chcą, aby ich nowe produkty wyróżniały się na rynku. Jeśli chcesz uzyskać wyjątkowo kompaktowy obwód, maska przezroczysta zapewni Ci najbardziej miniaturowe zapory i reliefy maski w porównaniu z innymi kolorami. Wybór odpowiedniego koloru Chociaż eksperymentowanie z różnymi odcieniami może sprawić, że Twój projekt będzie wyglądał o wiele ciekawiej niż ze standardową zielenią, warto wiedzieć, że wybrany kolor w pewnym stopniu wpłynie na wydajność maski lutowniczej.
Po pierwsze, kolory czarny, biały i żółty znane są ze słabej rozdzielczości, ponieważ światło UV nie zawsze przenika przez całą powłokę. Płytka PCB zamaskowana tymi kolorami będzie miała mniej ścieżek niż płytka o podobnej wielkości z maską zieloną, czerwoną lub niebieską. Z drugiej strony, chociaż przezroczyste soldermaski zapewniają najwyższą rozdzielczość, są podatne na przesunięcia kolorów podczas licznych zmian temperatury i obróbki chemicznej, którym poddawana jest płytka PCB.
Wydajność danego koloru zależy również od jakości samej maski lutowniczej. Najlepsi dostawcy zazwyczaj oferują niestandardowe odcienie, które zapewniają wysoką rozdzielczość, a także odporność na temperaturę i substancje chemiczne. Projektanci często używają masek lutowniczych w różnych kolorach ze względów estetycznych. Jeśli jednak nie masz konkretnych wymagań co do koloru, różne odcienie pomogą Ci zidentyfikować płytki podczas montażu i później. Możesz użyć koloru czerwonego, niebieskiego i czarnego do oznaczenia różnych etapów prototypu, a następnie zdecydować się na kolor zielony lub biały dla produktu finalnego.
Jak zmierzyć grubość maski lutowniczej?
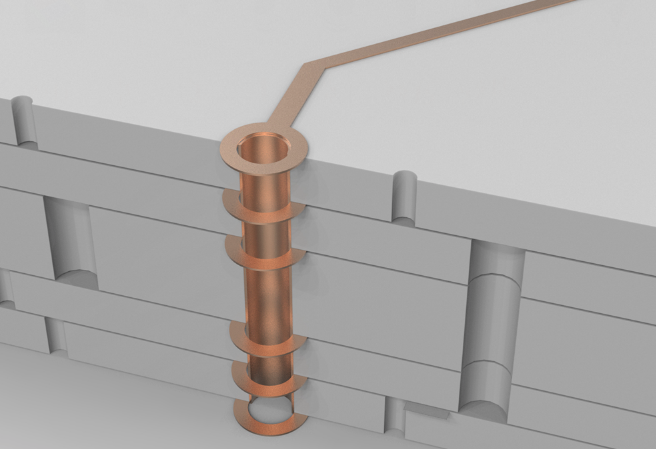
Chociaż do zabezpieczenia obwodów niezbędna jest odpowiednia grubość maski lutowniczej, kluczowe jest jej zmierzenie, aby upewnić się, że nie jest zbyt gruba. Na górnych i bocznych krawędziach przewodnika preferowana jest grubość powyżej 7 mikronów. Maksymalna grubość maski lutowniczej na gotowych elementach miedzianych o grubości do 35 mikrometrów wynosi 40 mikrometrów, a dla grubszej miedzi może ona wynosić do 80 mikrometrów. Aby zapewnić skuteczność maski lutowniczej, zaleca się przestrzeganie poniższych wskazówek:- Wymagania dotyczące minimalnej średnicy pierścienia muszą zostać spełnione, jeśli warstwa lutownicza styka się z polami lutowniczymi.
- Unikaj pozostawiania odsłoniętych, odizolowanych podkładek.
- Nałóż warstwę ochronną na lutowie tylko na otwory przelotowe, które nie są przeznaczone do wypełniania lutem.
- Unikaj nakładania powłoki lutowniczej na punkty pomiarowe lub styki złącza.
Osiągnięcie odpowiedniej grubości maski lutowniczej podczas nakładania to delikatny proces i jedno z wielu wyzwań, z jakimi mierzą się producenci wysokiej jakości płytek drukowanych. W Sprintpcb posiadamy bogate doświadczenie we wszystkich aspektach produkcji dobrze zaprojektowanych płytek PCB i z przyjemnością podzielimy się z Państwem naszą wiedzą. Jeśli potrzebują Państwo więcej informacji na temat wymagań dotyczących grubości maski lutowniczej, metod jej pomiaru lub innych kwestii związanych z produkcją, dystrybucją lub oceną jakości płytek drukowanych, służymy pomocą. Skontaktuj się ze Sprintpcb już dziś, aby porozmawiać z jednym z naszych wykwalifikowanych specjalistów ds. PCB.na co pozwalamy, a na co nie
- Maska lutownicza może zachodzić na pola, o ile zachowane są minimalne wymagania dotyczące pierścienia pierścieniowego.
- Maska lutownicza jest dozwolona w przypadku PTH nieprzeznaczonych do lutowania.
- Nie odsłonięto żadnych izolowanych podkładek.
- Brak naruszania maski lutowniczej na stykach złączy krawędziowych płytki lub punktach testowych.
- W przypadku padów SMT o odstępie 1,25 mm, najazd jest dozwolony tylko z jednej strony lądowiska i nie przekracza 50 mikronów (2 mil).
- Na podkładce SMT o odstępie < 1,25 mm dopuszczalne jest nachylenie tylko z jednej strony lądowiska i nie przekracza ono 25 mikronów (1 mil).
IPC-SM-840D | Specyfikacja kwalifikacyjna i wydajnościowa trwałej maski lutowniczej Niniejsza specyfikacja określa wymagania kwalifikacyjne i wydajnościowe dla trwałej maski lutowniczej. Wprowadza ona dwie odrębne klasy, mianowicie T i H, które reprezentują różne wymagania funkcjonalne i surowość testów. Klasyfikacja maski lutowniczej do określonej klasy nie powinna być rozszerzana na żadną inną klasę. T – Telekomunikacja: Ta klasa obejmuje różne zastosowania, takie jak komputery, sprzęt telekomunikacyjny, zaawansowane urządzenia biznesowe, instrumenty oraz niektóre niekrytyczne zastosowania wojskowe. Maski lutownicze w tej klasie nadają się do wysokowydajnych produktów komercyjnych i przemysłowych, które wymagają wydłużonego czasu działania. Chociaż może wystąpić przerwa w pracy, nie zagraża to życiu. H – Wysoka niezawodność/wojskowe: Ta klasa obejmuje urządzenia, w których ciągła praca ma kluczowe znaczenie, gdzie przestoje są niedopuszczalne i/lub gdzie urządzenie służy jako element podtrzymujący życie. Maski lutownicze w tej klasie nadają się do zastosowań wymagających wysokiego poziomu bezpieczeństwa, a nieprzerwana praca jest niezbędna.
.
Uwagi: Oznaczenia klas: Poprzednie wersje niniejszej specyfikacji IPC i inne powiązane specyfikacje odnoszą się do klas produktów końcowych „Klasa 1”, „Klasa 2” i „Klasa 3”. Jednakże, ze względów praktycznych, nie ma maski lutowniczej Klasy 1. Wymagania określone w niniejszej specyfikacji nie mają zastosowania do masek lutowniczych stosowanych w produktach końcowych Klasy 1. Klasa 2 jest odpowiednikiem Klasy T (telekomunikacja), natomiast Klasa 3 jest odpowiednikiem Klasy H (wojskowej/o wysokiej niezawodności).